Oef, dat zijn een hele hoop vragen. Ik zal alles punt per punt proberen beantwoorden.
- de machine:
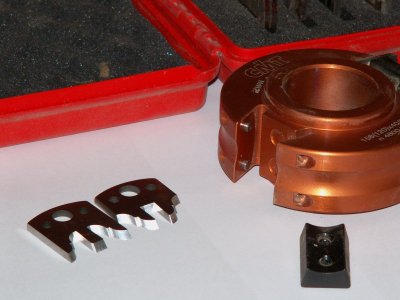
eerst een HEEL belangrijk punt, als ik lees dat de machine op de freesas maar één snelheid heeft, namelijk 6000tr/min, terwijl de freeskop op de foto maar max 4800tr/min mag draaien dan zit je dus met een groot probleem. Ga je namelijk deze freeskop op een hoger toerental gebruiken dan zit je in de gevarenzone!!!!!! Niet (meer) doen. Stalen freesblokken zijn doorgaans geschikt voor hogere toerentallen dan alu. exemplaren, altijd controleren voor het kopen van die dingen.
Het verbaast mij wel dat de freesas maar één snelheid heeft, meestal zijn hier drie keuzemogelijkheden ( ongeveer 4500 - 6000 - 8000tr/min)
Op zich is 6000tr/min een prima snelheid om te frezen mits je geschikte frezen hebt. Sommige bewerkingen doe ik zelfs op 9000tr/min. Hoe hoger het toerental hoe kleiner de machineslag en dus een mooier freesbeeld terwijl je toch een vlotte doorvoer hebt ( in m/min)
- Het is normaal dat een machine veel rustiger klinkt bij een kleine afname dan bij groter(e) afnames, maar een motor van 3pk kan makkelijk een sponning frezen van 30mm hoog op 15 à 20mm diep in één afname

- Vrijloop: in dit geval wil het zeggen dat de boven- en onderkant van de messen een schuin geslepen vlak hebben, en dus ook een snijkant vormen. Bij veel van die messen zijn deze kanten gewoon recht, en dat verbrand bijna direct hout en mes.
- de volgorde van bewerkingen: bij P&C worden de REGELS eerst van lengte gezaagd alvorens te kunnen contraprofileren, de stijlen worden pas van lengte gezaagd als de hele zaak in elkaar gelijmd zit.
- Waarom eerst boren en pennen slaan alvorens te frezen: Stel je gaat een profiel frezen met de getoonde messen, dus langs beide zijden een profilering met in de midden een groef. Als deze profilering eraan getrokken is kan je heel moeilijk de gaten afschrijven, het is heel lastig boren, dat gaat gepaard met heel wat afsplintering van het profiel, etc.
Het is veel eenvoudiger om eerst de gaten af te schrijven, je hebt de hele dikte van het hout nog ter beschikking, het is makkelijker om de gaten te boren omdat de boor start op een plat vlak, en doordat het hout nog mooi rechthoekig van doorsnede is ook makkelijker om het hout aan te leggen tegen de rand op de boortafel. Er zijn alleen maar voordelen aan deze manier van werken.
Bij een kleine profilering waarbij er nog een plat blijft staan na het freeswerk is het inderdaad mogelijk om zonder al te veel problemen omgekeerd te werken. Maar ik zou toch adviseren om de "wetmatigheden" van het vak te volgen, daar schuilt honderden jaren ervaring achter.
- P&C met een "echte pen": dit is de klassieke manier van werken
Deze is niet beter of slechter dan een valse pen, of deuvels bij (binnen) deuren. Qua sterkte van de verbinding maakt het niet veel uit. Alhoewel DE sterkste verbinding bij P&C binnendeuren drevelen is
Praktisch elke massieve binnendeur word in de professionele wereld gedreveld. (drevels van 14 à 16mm diameter)
Voor kasten is een klassieke pen en gat verbinding enkel nodig als je geen P&C tot je beschikking hebt, alle profielen moeten dan in verstek gestoken worden. Meestal gebruik ik hier tegenwoordig een Domino voor, dat werkt even goed, tenzij door de aard van de profilering een spatpen nodig is, dan ontsnap je niet aan de klassieke penverbinding.
Bij diepe profileringen van 15 à 20 mm met paneel ertussen is er zelfs geen extra verbinding nodig, dan is de lijmverbinding tussen P&C sterk genoeg om het zaakje bijeen te houden.
Voila, dat zou alles wat moeten verduidelijken.
Ps: kijk nog eens goed naar je freesmachine en dan specifiek naar de toerentallen, ik kan bijna niet aannemen dat er maar één snelheid beschikbaar is, dat ben ik nog nooit tegengekomen. Casadei is tenslotte toch een semi-professionele machine.
Ps II: mooi werk overigens, proficiat.
Mvg,
André